Test 8: Pressure Loss and Vent Capacity Test
1. Test Device
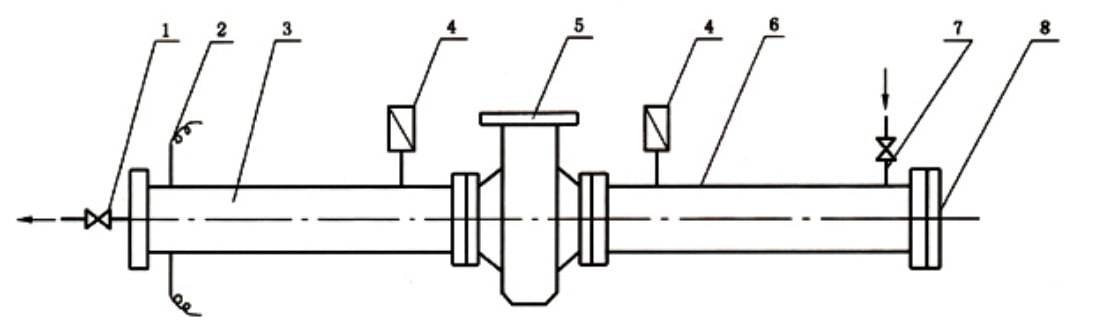
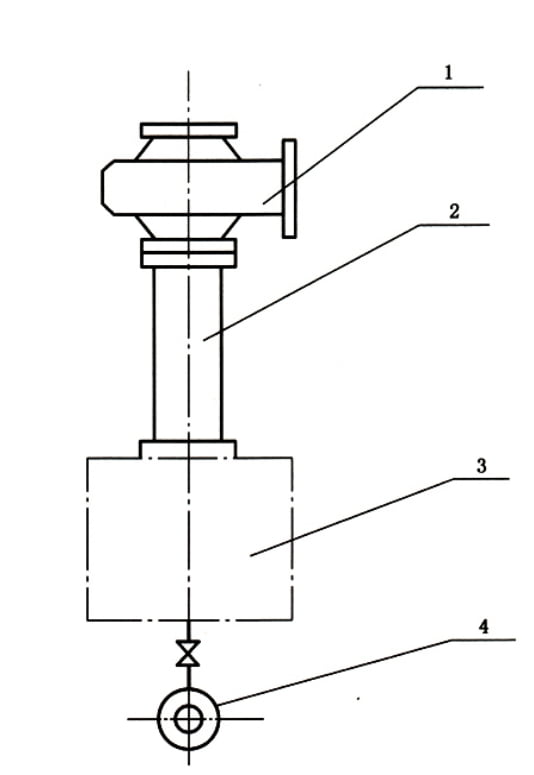
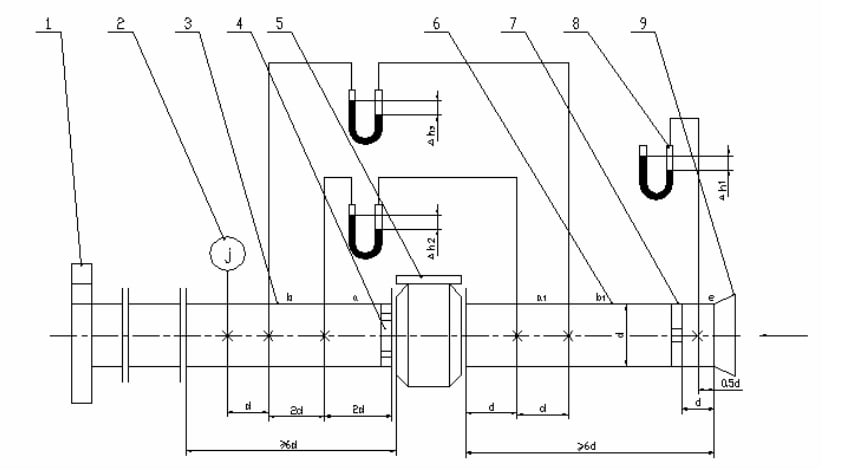
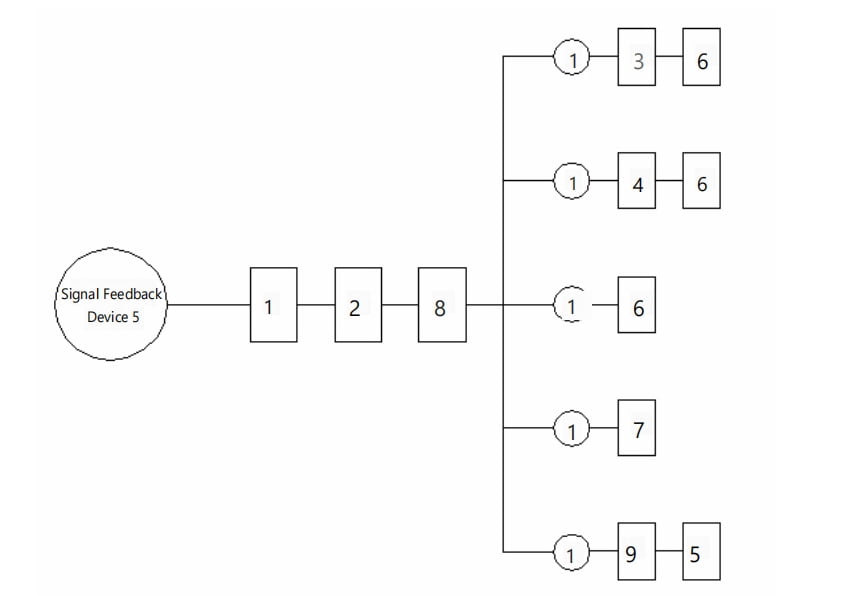
The pressure loss and ventilation capacity test uses a fan to provide the air source, as shown in Figure 3. The inner diameter d of the test pipe should match the nominal diameter of the flame arrester, and the inner wall surface should be smooth and even. All connections in the system must be free from leaks.
Figure 3. Pressure Loss and Vent Capacity Test Device
2. Inlet Specifications:
The inlet end must have no obstructions within a distance of 1.5d from the center of the test pipe (inner diameter d).
3. Pressure Measurement:
Drill four evenly distributed pressure measurement holes with diameters ranging from ø2 mm to ø3 mm around the circumference of the same cross-section of the test pipe, perpendicular to the pipe wall. The surrounding area of these holes should be smooth and free of burrs. Weld short pipes to the outer wall at the static pressure holes for easier connection; the inner diameter of these short pipes should be at least twice the diameter of the measurement holes. Connect each of the four static pressure holes individually to a pressure measurement device. The arithmetic mean of the four static pressure readings will be the average static pressure at that cross-section.
4. Collector Specifications:
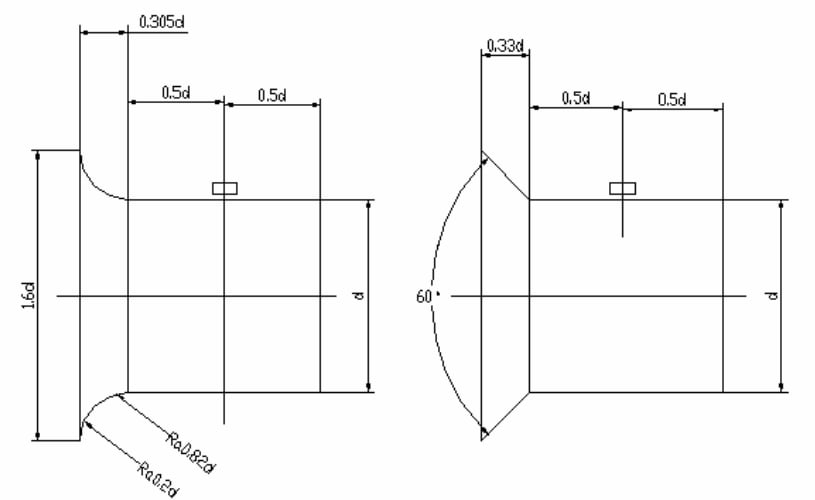
The collector can be either arc-shaped or hammer-shaped, with the dimensions and shape shown in Figure 4. The inner wall surface must be smooth, with a surface roughness Ra value not exceeding 3.2 µm.
Figure 4. The Dimensions of Collector
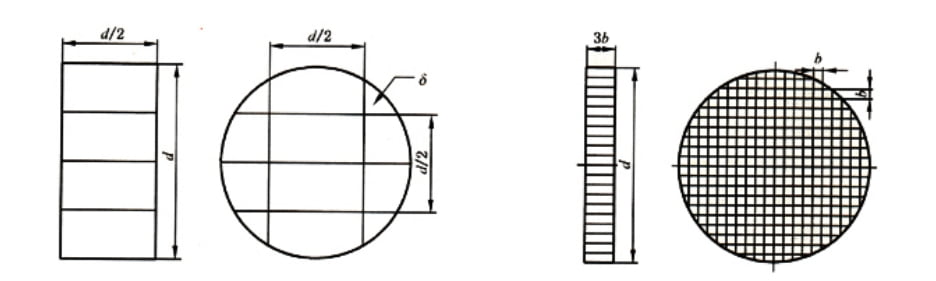
5. Flow Straighteners:
The dimensions of the inlet and outlet flow straighteners are shown in Figure 5. The thickness of the baffles in the flow straighteners should be δ=0.012d∼0.015d, and the spacing between the baffles in the outlet flow straightener should be b=0.08d∼0.75d.
Figure 5. Dimensions of Inlet Flow Straighteners and Outlet Flow Straighteners
6. Pressure Measurement Devices:
Use U-shaped manometers with uniform inner diameters, typically 6 mm to 10 mm, and length depending on the pressure being measured.
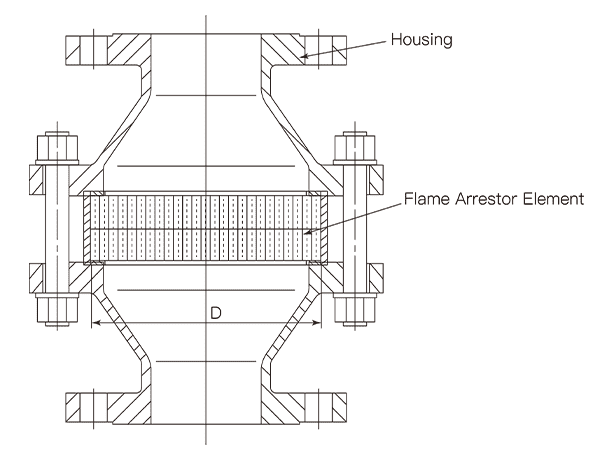
7. Preparation for Testing:
Clean the flame arrester core before installing it in the flame arrester for testing. The test medium should enter from the inlet end of the flame arrester.
8. Test Conditions:
The absolute pressure of the air used as the test medium should be 0.1 MPa, with a temperature of 20°C, a relative humidity of 50%, and a density of 1.2 kg/m³. If the air conditions deviate, convert them to this state.
9. Measurement of Air State:
Measure the air state near the inlet using a pressure gauge, thermometer, and dry-wet bulb thermometer.
10. Conducting the Test:
Start the motor to run the fan, and adjust the valve to regulate the flow rate. Once the liquid level in the manometer stabilizes, record the readings (Δℎ2,Δℎ3Δh2,Δh3) once per minute, three times in total, and take the average value. Calculate the pressure loss using formula (1), and ensure the results meet the requirements of Table 1. Pressure Loss of Flame Arrester.
δp=2×Δh2−Δh3
(Formula 1)
Where:
- δp is the pressure loss in Pascals (Pa);
- Δh2 is the pressure difference between segments a and a1 in Pascals (Pa);
- Δh3 is the pressure difference between segments a and a2 in Pascals (Pa).
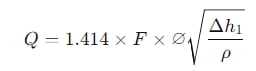
11. Calculating Ventilation Capacity:
Record the stable reading of the manometer at point e (Δh1) once per minute, three times in total, and take the average value. Calculate the ventilation capacity using formula (2), ensuring the results meet the requirements of Table 2. Vent Capacity of Flame Arrester.
(Formula 2)
Where:
- Q is the ventilation capacity in cubic meters per second (m³/s);
- F is the cross-sectional area of the test pipe in square meters (m²);
- ∅ is the collector coefficient (0.98 for conical, 0.99 for arc-shaped);
- Δh1 is the vacuum at point e in Pascals (Pa);
- ρ is the density of the ambient air in kilograms per cubic meter (kg/m³).